




Odabir pravog spiralnog svrdla za vaš projekt uključuje razumijevanje tri ključna čimbenika: materijala, premaza i geometrijskih značajki. Svaki od ovih elemenata igra ključnu ulogu u performansama i trajnosti svrdla. Evo detaljnijeg pogleda na to kako donijeti informiranu odluku.
Materijal
1. Brzorezni čelik (HSS):
Brzorezni čelik (HSS) sastavni je dio alata za rezanje već više od stoljeća, cijenjen zbog svoje široke primjene i pristupačne cijene. HSS svrdla poznata su po svojoj svestranosti, dobro se ponašajući i s ručnim bušilicama i sa stabilnim platformama poput bušilica. Ključna prednost HSS-a je njegova mogućnost ponovnog oštrenja, što produžuje vijek trajanja svrdla i čini ga isplativim izborom i za tokarske alate. Nadalje, HSS dolazi u različitim vrstama, svaka s različitim elementarnim sastavom kako bi se zadovoljile specifične potrebe rezanja. Ova raznolikost vrsta čelika doprinosi prilagodljivosti HSS-a, čineći ga svestranom i bitnom komponentom u različitim zadacima obrade.
2. Kobaltna HSS (HSSE ili HSSCO):
U usporedbi s tradicionalnim HSS-om, kobaltni HSS pokazuje vrhunsku tvrdoću i toplinsku izdržljivost. Ovo poboljšanje svojstava dovodi do značajno poboljšane otpornosti na abraziju, čineći HSSE svrdla izdržljivijima i učinkovitijima. Uključivanje kobalta u HSSE ne samo da doprinosi njegovoj povećanoj otpornosti na abraziju, već i produžuje njegov ukupni vijek trajanja. Slično kao i standardni HSS, HSSE svrdla zadržavaju prednost mogućnosti ponovnog oštrenja, što dodatno produžuje njihov vijek trajanja. Prisutnost kobalta u HSSE svrdlima čini ova svrdla posebno prikladnima za zahtjevnije zadatke bušenja gdje su izdržljivost i otpornost na abraziju bitni.
3. Karbid:
Karbid je metalni matrični kompozit, prvenstveno izrađen od volframovog karbida s raznim vezivima. Značajno nadmašuje HSS po tvrdoći, toplinskoj izdržljivosti i otpornosti na abraziju. Iako su skuplji, karbidni alati se ističu po vijeku trajanja i brzini obrade. Za njihovo ponovno oštrenje potrebna je specijalizirana oprema.
Premazivanje
Premazi za svrdla se uvelike razlikuju i odabiru se ovisno o primjeni. Evo kratkog pregleda nekih uobičajenih premaza:
1. Bez premaza (svijetli):
To je najčešća boja za HSS svrdla. Idealna za meke materijale poput aluminijskih legura i niskougljičnog čelika, alati bez premaza su najpristupačniji.
2. Premaz crnim oksidom:
Pruža bolje podmazivanje i otpornost na toplinu od alata bez premaza, produžujući vijek trajanja za više od 50%.
3. Premaz od titanijevog nitrida (TiN):
Svrdla s titanskim premazom dobro se pokazuju u mnogim scenarijima primjena zbog svojih jedinstvenih karakteristika performansi. Prvo, premaz povećava tvrdoću i otpornost na abraziju, omogućujući svrdlu da ostane oštro tijekom bušenja kroz tvrđe materijale i pružajući dulji vijek trajanja. Ova svrdla smanjuju trenje i nakupljanje topline, povećavajući učinkovitost rezanja i istovremeno štiteći svrdlo od pregrijavanja. Svrdla s titanskim premazom prikladna su za upotrebu u mnogim materijalima, kao što su nehrđajući čelik, aluminij i drvo, što ih čini idealnim za inženjerske i kućne primjene. Osim toga, ova svrdla brže i čišće prodiru u materijale, pružajući uredniju površinu rezanja. Iako svrdla s titanskim premazom mogu koštati više od običnih svrdala, njihova visoka učinkovitost i dugi vijek trajanja čine ih dobrim povratom ulaganja za primjene koje zahtijevaju visoku otpornost na abraziju i precizno rezanje.

4. Premaz od aluminijevog titanijevog nitrida (AlTiN):
Prvo, AlTiN premazi su izuzetno otporni na toplinu, što im omogućuje izvrsnost u brzom rezanju i obradi legura visokih temperatura. Drugo, ovaj premaz značajno poboljšava otpornost na abraziju i produžuje vijek trajanja alata, posebno pri obradi tvrdih materijala poput nehrđajućeg čelika, legura titana i legura na bazi nikla. Osim toga, AlTiN premaz smanjuje trenje između svrdla i obratka, poboljšavajući učinkovitost obrade i pomažući u postizanju glatkije površine rezanja. Također ima dobru otpornost na oksidaciju i kemijsku stabilnost, što mu omogućuje održavanje performansi u teškim radnim okruženjima. Sve u svemu, svrdla s AlTiN premazom idealna su za brze i precizne obrade, a posebno su prikladna za rukovanje tvrdim materijalima koji predstavljaju izazov za konvencionalne bušilice.
Geometrijske značajke
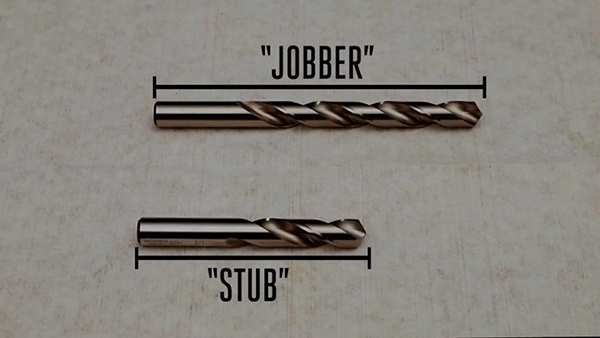
1. Duljina:
Omjer duljine i promjera utječe na krutost. Odabir svrdla s dovoljnom duljinom žlijeba za odvođenje strugotine i minimalnim prepustom može povećati krutost i vijek trajanja alata. Nedovoljna duljina žlijeba može oštetiti svrdlo. Na tržištu postoje različiti standardi duljine koje možete odabrati. Neke uobičajene duljine su Jobber, stubby, DIN 340, DIN 338 itd.
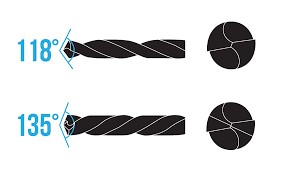
2. Kut vrha svrdla:
Kut vrha od 118° uobičajen je za meke metale poput niskougljičnog čelika i aluminija. Obično nema sposobnost samocentriranja i potrebna mu je pilot rupa. Kut vrha od 135°, sa svojom značajkom samocentriranja, eliminira potrebu za zasebnom rupom za centriranje, štedeći značajno vrijeme.
Zaključno, odabir pravog spiralnog svrdla uključuje uravnoteženje zahtjeva materijala koji se buši, željenog vijeka trajanja i performansi svrdla te specifičnih zahtjeva vašeg projekta. Razumijevanje ovih čimbenika osigurat će vam odabir najučinkovitijeg i najefikasnijeg svrdla za vaše potrebe.
Vrijeme objave: 10. siječnja 2024.